
Очередная задача заключалась в определении причин трещинообразования в монтажном сварном соединении трубопровода Ду 800×8 мм. Труба эксплуатировалась в течение трех лет при давлении 12 атм и максимальной температуре 130 °С. Разрушение произошло при штатных условиях работы.
В испытательной лаборатории были проведены следующие исследования основного металла трубы и монтажного кольцевого шва: химический анализ, металлографическое и дюрометрическое исследования, определение механических характеристик при статическом растяжении и ударном изгибе. Испытания проведены в соответствии с ПБ 10-573-03 «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды».
По результатам визуального осмотра фрагмента разрушившейся трубы можно сделать вывод о характере и динамике разрушения: величина максимального раскрытия трещины ~2 мм, характер разрушения хрупко-вязкий. Распространение трещины происходило по монтажному сварному шву. Очаг зарождения трещины находился на стыке заводского и монтажного сварных соединений (точка А на рис. 1). На расстоянии ~150 мм (точка Б на рис. 1) от заводского сварного шва трещина стала распространяться по основному металлу трубы (рис.2). Трещина прошла по дуге и остановилась (увязла) в зоне заводского сварного шва (точка В на рис.1) на расстоянии ~500 мм от места зарождения. 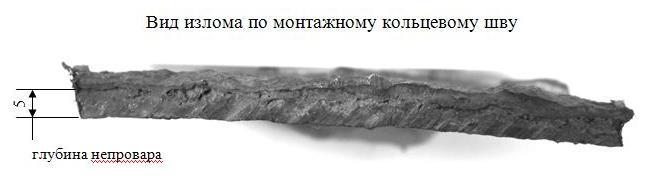 На рис.3 показан вид излома по монтажному сварному соединению.
На рис.3 показан вид излома по монтажному сварному соединению.
Наружняя поверхность трубы имеет значительные коррозионные повреждения. Однако перфорации стенки трубы по причине коррозионного повреждениядо момента разрушения с внутренней стороны не обнаружено. Толщина стенки по поверхности фрагмента варьировалась от 2 до 5 мм. Поверхность разрушения стенки трубы в месте её распространения по сварному шву образовалась по сдвиговому механизму (вязкий сдвиг). На поверхности излома отчетливо видно, что глубина непровара сварного шва достигает 5 мм. Изменение размера непровара хорошо прослеживается по длине сварного шва. «Живое» сечение трубы в месте зарождения трещины варьировалась от 2 до 4 мм. Дорыв трещины происходил по сдвиговому и хрупкому типу. Признаков существенного коррозионного повреждения на внутренней поверхности трубы в месте несплавления сварного шва не выявлено.
По химическому составу основной металл трубы удовлетворяет требованиям, предъявляемым ГОСТ 19281-89 к прокату из стали 09Г2С.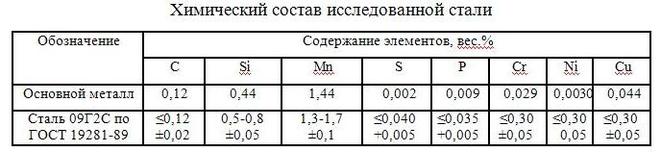
С целью установления причин трещинообразования трубы проводилось металлографическое исследование темплетов, вырезанных перпендикулярно монтажному сварному шву, места вырезки темплетов, показаны на рис.1. Основной металл трубы имеет феррито-перлитную структуру со средним размером зерна феррита ~11 мкм. В структуре наблюдается феррито-перлитная полосчатость (1 балл) по ГОСТ 5640-68. 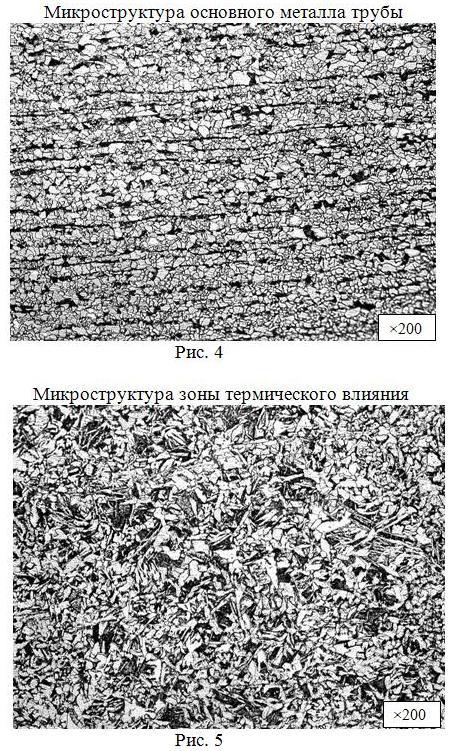 Структура зоны термического влияния представляет собой феррито-перлитную смесь и видманштеттовый феррит. Сварной шов имеет структуру квазиэвтектоида с ферритной оторочкой по границам исходных аустенитных зерен. Дефектов структуре основного металла трубы и в структуре монтажного сварного шва не обнаружено.
Структура зоны термического влияния представляет собой феррито-перлитную смесь и видманштеттовый феррит. Сварной шов имеет структуру квазиэвтектоида с ферритной оторочкой по границам исходных аустенитных зерен. Дефектов структуре основного металла трубы и в структуре монтажного сварного шва не обнаружено.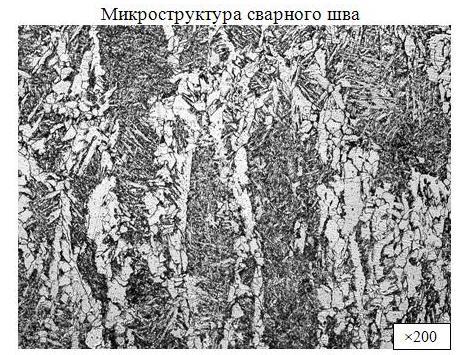
В результате металлографического анализа темплетов в монтажном сварном соединении даже за пределами очага трещины выявлены непровары глубиной ~2-2,5 мм. Данные дефекты являются недопустимыми по ГОСТ 16037-80 «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры».
Твердость по сечению сварного соединения (основной металл – зона термического влияния – сварной шов) составляет: (173÷182) – (177÷219) – (170-199). Зон с повышенной твердостью в результате дюрометрического анализа не обнаружено.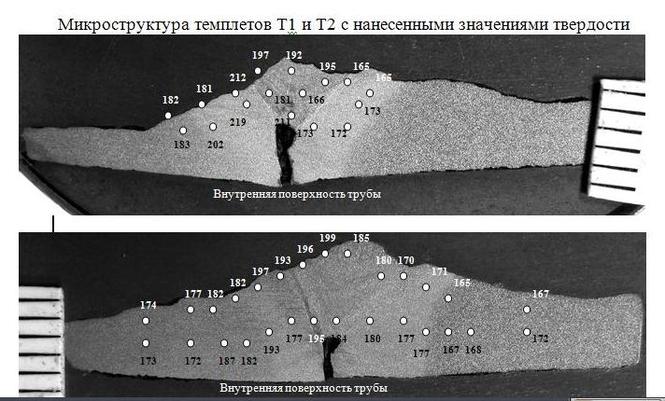
В соответствии с ПБ 10-573-03 «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды» временное сопротивление (σв) и предел текучести (σт) сварного соединения должно быть не ниже минимально допустимого для основного металла. 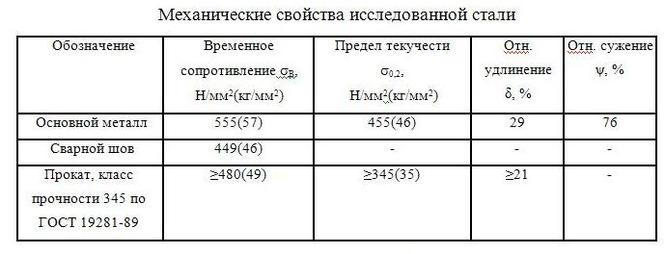 По результатм определения прочностных характеристик установлено: по уровню механических свойств основной металл трубы удовлетворяет требованиям, предъявляемым ГОСТ 19281-89 к прокату класса прочности 345. Монтажный сварной шов по уровню предела прочности не удовлетворяет требованиям ПБ 10-573-03 – прочность сварного соединения ниже минимально допустимой для основного металла.
По результатм определения прочностных характеристик установлено: по уровню механических свойств основной металл трубы удовлетворяет требованиям, предъявляемым ГОСТ 19281-89 к прокату класса прочности 345. Монтажный сварной шов по уровню предела прочности не удовлетворяет требованиям ПБ 10-573-03 – прочность сварного соединения ниже минимально допустимой для основного металла.
В соответствии с ГОСТ 19281-89 ударная вязкость листового проката из класса прочности 345 12 категории при температуре испытания минус 40°С должна быть не менее 4 кгс•м/см2 (39 Дж/см2).
В соответствии с ПБ 10-573-03 «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды» ударная вязкость при испытании на ударный изгиб образцов тип 3 по ГОСТ 9454-78 при плюс 20°С с надрезом по шву для сварных соединений из сталей перлитного класса должна быть не менее 5 кгс•м/см2 (49 Дж/см2). 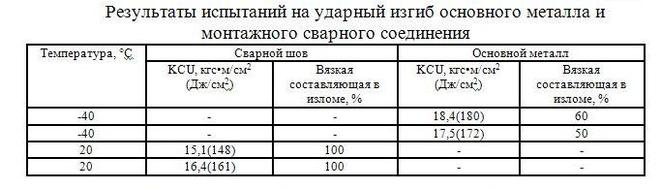 По результатам определения ударной вязкости установлено: основной металл трубы по уровню ударной вязкости KCU удовлетворяет требованиям, предъявляемым ГОСТ 19281-89 к листовому прокату из класса прочности 345 12 категории. Металл монтажного сварного соединения по уровню ударной вязкости KCU удовлетворяет требованиям, предъявляемым ПБ 10-573-03 к сварным соединениям из сталей перлитного класса.
По результатам определения ударной вязкости установлено: основной металл трубы по уровню ударной вязкости KCU удовлетворяет требованиям, предъявляемым ГОСТ 19281-89 к листовому прокату из класса прочности 345 12 категории. Металл монтажного сварного соединения по уровню ударной вязкости KCU удовлетворяет требованиям, предъявляемым ПБ 10-573-03 к сварным соединениям из сталей перлитного класса.
Выводы
В результате исследований по установлению причин трещинообразования в монтажном сварном соединении трубопровода Ду 800×8 мм установлено:
- По химическому составу основной металл трубы удовлетворяет требованиям, предъявляемым ГОСТ 19281-89 к прокату из стали 09Г2С.
- По уровню механических свойств основной металл трубы удовлетворяет требованиям, предъявляемым ГОСТ 19281-89 к прокату класса прочности 345. Монтажный сварной шов по уровню предела прочности не удовлетворяет требованиям ПБ 10-573-03 – прочность сварного соединения ниже минимально допустимой для основного металла.
- Основной металл трубы по уровню ударной вязкости KCU удовлетворяет требованиям, предъявляемым ГОСТ 19281-89 к листовому прокату из класса прочности 345 12 категории. Металл монтажного сварного соединения по уровню ударной вязкости KCU удовлетворяет требованиям, предъявляемым ПБ 10-573-03 к сварным соединениям из сталей перлитного класса.
- Трещина, которая привела к разрушению трубы, образовалась на стыке заводского и монтажного сварных соединений. Трещина образовалась вследствие неудовлетворительного качества (недопустимый по размеру непровар) монтажного сварного соединения по геометрическим и прочностным параметрам. На расстоянии ~150 мм от заводского сварного шва трещина начала распространяться по основному металлу трубы. Трещина прошла по дуге и остановилась в зоне заводского сварного шва на расстоянии ~500 мм от места зарождения.
- Трещинообразованию в стенке трубы за пределами сварного соединения способствовала чрезвычайно высокая скорость коррозии, в среднем ~2 мм/год, со стороны наружной стенки трубы. Учитывая соответствие металла трубы стали 09Г2С и структуре, характерной для нормализованного проката (нормальной структуре) нет оснований связывать аномально высокую скорость коррозии с качеством металла.