
В испытательной лаборатории "МЕТАЛЛ-ЭКСПЕРТИЗА ТЕСТ" проведена экспертиза металла металлоконструкция здания 1920-х годов постройки. Металловедческая экспертиза заключалась 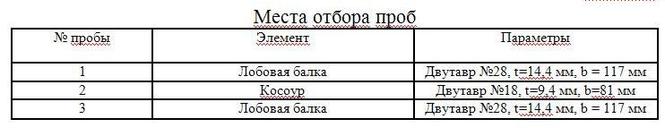 Пробы отобраны механическим способом без термического воздействия на металл. Места отбора проб и размеры элементов, от которых были отобраны пробы, указаны в таблице.
Пробы отобраны механическим способом без термического воздействия на металл. Места отбора проб и размеры элементов, от которых были отобраны пробы, указаны в таблице.
Наше исследование включало: проведение металлографического анализа с привлечением методов количественной металлографии (ГОСТ 5639-82), химический и твердометрический анализ, испытания на статическое растяжение и ударную вязкость.
Для оценки влияния условий эксплуатации на структуру металла проведено металлографическое исследование. Травление шлифов проводили 3%-ым раствором азотной кислоты в этиловом спирте.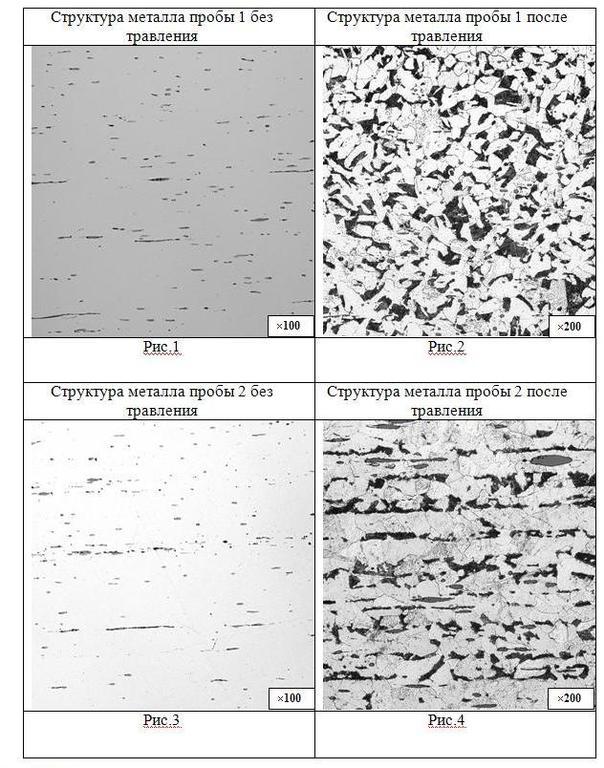
По результатам металлографического анализа определено, что металл исследованных проб имеет ферритно-перлитную структуру, параметры которой приведены в таблице. 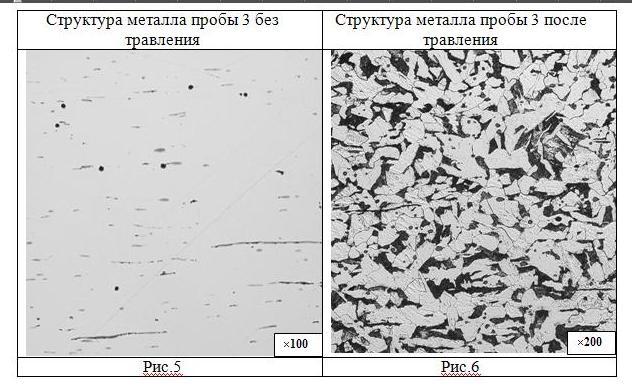 Наблюдаются раскатанные неметаллические включения - сульфиды. Трещиноподобных дефектов в структуре металла проб не обнаружено.
Наблюдаются раскатанные неметаллические включения - сульфиды. Трещиноподобных дефектов в структуре металла проб не обнаружено.
По результатам химического анализа металла проб установлено: металл исследованных проб 1-3 по химическому составу в основном удовлетворяет требованиям, предъявляемым ГОСТ 380-2005 к стали марки Ст3Гпс по ГОСТ 380-2005, за исключением незначительного превышения по марганцу в пробах 1 и 3, а также существенного превышения по содержанию серы (в ~4 раза) и фосфора (в ~1,5-2 раза) для всех исследованных проб.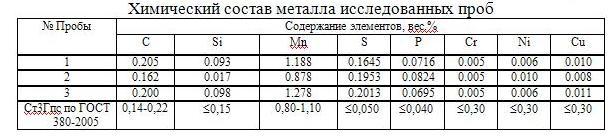
Металл проб 1 и 3 по уровню прочностных характеристик удовлетворяет требованиям, предъявляемым ГОСТ 27772-88 к фасонному прокату из стали марки С255 в толщинах от 10 до 20 мм. Металл пробы 2 по уровню прочностных характеристик удовлетворяет требованиям, предъявляемым ГОСТ 27772-88 к фасонному прокату из стали марки С255 в толщинах от 4 до 10 мм.  По уровню значений ударной вязкости металл исследованных проб удовлетворяет требованиям, предъявляемым ГОСТ 27772-88 к фасонному прокату из стали марки С255 в толщинах от 4 до 40 мм.
По уровню значений ударной вязкости металл исследованных проб удовлетворяет требованиям, предъявляемым ГОСТ 27772-88 к фасонному прокату из стали марки С255 в толщинах от 4 до 40 мм.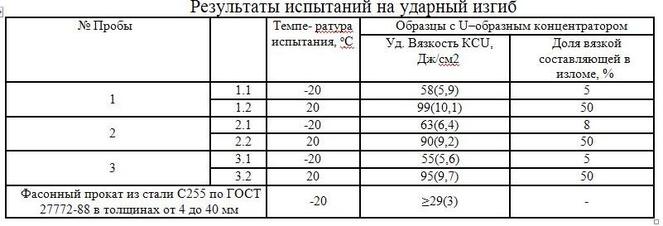
Для оценки свариваемости металла проб 1-3 определяли углеродный эквивалент Cэкв по ГОСТ 27772-88, чувствительность к образованию горячих трещин HCS и эквивалент вредных примесей. Результаты расчета Cэкв, HCS и Рэ представлены в таблице.
Известно, что при Cэкв≤0,35 сварку можно производить без ограничений. Горячие трещины при сварке не возникают, когда показатель HCS≤3,6, при Рэ болше 0,08 резко снижается пластичность и вязкость металла сварного шва.
Расчетные сопротивления металла элементов, от которых отобраны пробы 1-3, определяли в соответствии с табл.2 СП 16.13330.2011 «Стальные конструкции», где в соответствии с п.18.2.4 коэффициент надежности по материалу принимали равным 1,2 (как для конструкций, изготовленных до 1932 г.)  Результаты приведены в таблице.
Результаты приведены в таблице.
Выводы:
- Металл исследованных проб имеет ферритно-перлитную структуру, параметры которой приведены в табл.2. Наблюдаются раскатанные неметаллические включения: сульфиды. Трещиноподобных дефектов в структуре металла проб не обнаружено.
- Металл исследованных проб 1-3 по химическому составу в основном удовлетворяет требованиям, предъявляемым ГОСТ 380-2005 к стали марки Ст3Гпс по ГОСТ 380-2005, за исключением незначительного превышения по марганцу в пробах 1 и 3, а также существенного превышения по содержанию серы (в ~4 раза) и фосфора (в ~1,5-2 раза) для всех исследованных проб.
- Металл проб 1 и 3 по уровню прочностных характеристик удовлетворяет требованиям, предъявляемым ГОСТ 27772-88 к фасонному прокату из стали марки С255 в толщинах от 10 до 20 мм. Металл пробы 2 по уровню прочностных характеристик удовлетворяет требованиям, предъявляемым ГОСТ 27772-88 к фасонному прокату из стали марки С255 в толщинах от 4 до 10 мм.
- Металл проб 1-3 по уровню значений ударной вязкости удовлетворяет требованиям, предъявляемым ГОСТ 27772-88 к фасонному прокату из стали марки С255 в толщинах от 4 до 40 мм.
- Показатели Cэкв, HCS и Рэ для металла исследованных проб 1-3 существенно завышены относительно значений, при которых обеспечена хорошая свариваемость элементов. Соединение элементов, от которых отобраны пробы 1-3 следует производить только при помощи болтов. Если применение болтовых соединений по каким-то причинам невозможно, то сварку следует производить по специально разработанной технологии с обязательным последующим дефектоскопическим контролем.
<<<предыдущая статья следующая статья>>>